Bioreactor Functionality
1. Introduction
A bioreactor is a controlled processing system designed to maintain a defined biological environment in which cells or microorganisms grow, metabolize, and produce a target product. In pharmaceutical manufacturing, bioreactors and fermenters are direct-impact systems. Their functional stability influences critical quality attributes, impurity formation, yield consistency, and overall batch reproducibility.
Functionality is not limited to mechanical completeness. It is defined by the system’s ability to maintain stable, measurable process conditions within validated limits over the full duration of a production campaign. Engineering design, instrumentation performance, control loop stability, and sterile boundary integrity collectively determine whether the system performs as intended.
This article addresses the operational and engineering functionality of bioreactors in regulated environments. Qualification strategy and validation depth are addressed separately.
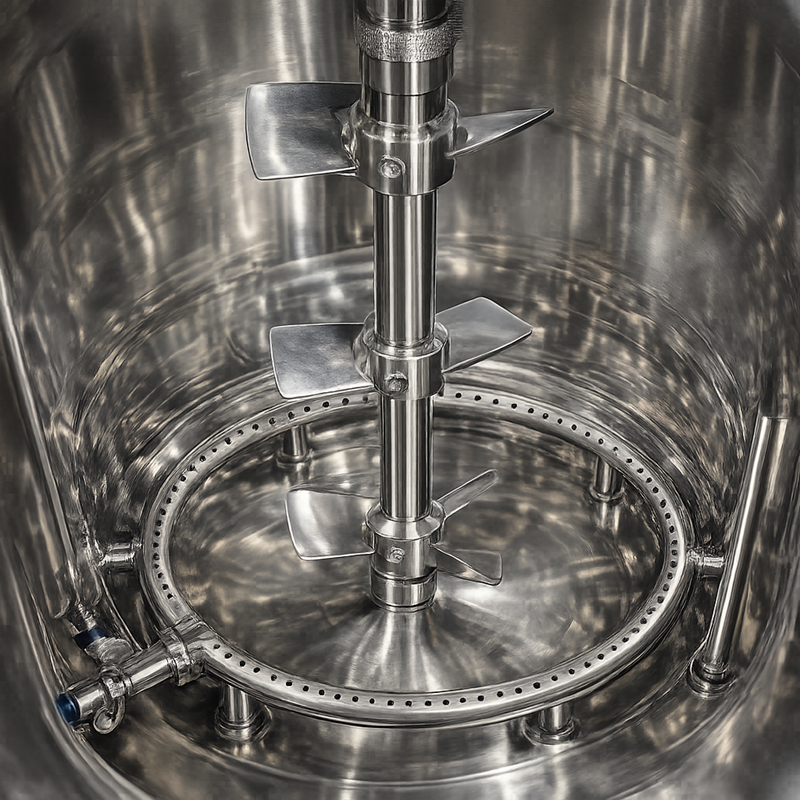
A typical stainless steel production bioreactor installed in a GMP manufacturing environment is shown below.

2. Intended Use and Process Context
The functional requirements of a bioreactor are dictated by its intended use. A microbial fermenter designed for high-density bacterial growth operates under fundamentally different constraints than a mammalian cell culture reactor.
Microbial systems typically require:
- High oxygen transfer capability
- Aggressive agitation
- Elevated metabolic heat removal capacity
Mammalian systems generally require:
- Lower shear stress
- Narrow temperature tolerance
- Tight pH and dissolved oxygen control
The intended process must define:
- Working volume range
- Operating pressure limits
- Temperature control band
- Sterility expectations
- Batch, fed-batch, or continuous mode
Functional expectations must be derived from these parameters. Overdesign increases cost and complexity. Underdesign results in process instability.
3. Vessel Architecture and Containment Boundary
The vessel forms the primary containment and process environment. In stainless steel production systems, 316L stainless steel is typically used due to corrosion resistance and compatibility with cleaning agents and sterilization cycles. Laboratory systems often use borosilicate glass for visibility and flexibility.
Functionality at the vessel level depends on:
- Surface finish quality and cleanability
- Weld integrity and absence of crevices
- Drainability and slope design
- Nozzle configuration and port accessibility
Dead legs, improperly oriented ports, or inadequate surface finish compromise cleaning and sterilization reproducibility. These are functional deficiencies, not cosmetic defects.
For sterile systems, gasket materials, mechanical seals, and tri-clamp interfaces must tolerate repeated steam-in-place exposure without deformation or leakage. Loss of seal integrity directly compromises sterility assurance.
4. Agitation and Mixing Dynamics
Agitation ensures uniform distribution of nutrients, dissolved gases, temperature, and pH modifiers throughout the vessel volume. Mixing performance directly affects biological performance. Impeller configuration, diameter, and speed determine:
- Mixing time
- Power input per unit volume
- Shear exposure
- Gas dispersion efficiency
The internal agitation shaft, impellers, and bottom-mounted sparger determine mixing efficiency and gas dispersion characteristics.
Poor mixing produces localized gradients. Oxygen-rich and oxygen-depleted regions can coexist in the same vessel if agitation is insufficient. These gradients lead to inconsistent growth rates and metabolic shifts.
Scale-up must account for mixing efficiency and oxygen transfer performance. Maintaining geometric similarity alone is insufficient. Functional scale-up requires evaluation of tip speed, Reynolds number, and mass transfer capability.
Mechanical reliability of the drive system is equally critical. Bearing wear, seal degradation, or vibration instability alter mixing performance over time.
5. Gas Handling and Oxygen Transfer
In aerobic processes, oxygen transfer frequently becomes the limiting parameter. Gas handling systems must support increasing oxygen demand as biomass concentration rises. Functional elements include:
- Sparger geometry and placement
- Mass flow controllers
- Backpressure regulators
- Sterile gas filters
- Off-gas exhaust management
The volumetric mass transfer coefficient, commonly expressed as kLa, represents the system’s oxygen transfer capability. If oxygen demand exceeds transfer capacity, growth becomes oxygen-limited, even when setpoints appear stable.
Carbon dioxide accumulation must also be controlled. Elevated CO₂ alters pH and may inhibit cellular metabolism.
Gas handling must maintain sterile boundary integrity. Sterile filters require integrity verification and proper installation orientation. Gas pathway leaks compromise process control and sterility assurance.
6. Temperature Regulation
Biological reactions are temperature sensitive. Even minor temperature deviations may alter enzyme kinetics and protein expression profiles. Temperature control systems typically include:
- Jacketed vessel or internal coil
- Control valves
- PID loop control
- Redundant temperature probes
Functional performance requires:
- Stable maintenance within defined tolerance
- Minimal overshoot
- Rapid response to metabolic heat generation
High cell density fermentation can produce significant metabolic heat. Cooling capacity must exceed worst-case metabolic load. Undersized cooling systems create oscillations or drift that impact process consistency.
7. pH Monitoring and Control
pH influences metabolic pathways, membrane transport, and product stability. Control systems must respond promptly to metabolic acid or base generation. Functional components include:
- Sterilizable pH probe
- Acid and base addition pumps
- Control algorithm
- Calibration procedure
Sterilizable pH and dissolved oxygen probes are installed through dedicated instrument ports to enable real-time monitoring and control.

Probe drift during extended runs is a common failure mode. Functional reliability requires:
- Demonstrated probe stability across sterilization cycles
- Acceptable calibration deviation
- Controlled dosing response without oscillation
Delayed correction or overshoot results in metabolic stress and impurity variability.
8. Dissolved Oxygen Control Strategy
Dissolved oxygen control is typically achieved through cascade logic, adjusting agitation speed, gas flow rate, oxygen enrichment, or backpressure. Effective functionality requires:
- Stable control under rising oxygen demand
- Smooth cascade transitions
- No sustained oscillation
- No uncontrolled depletion
DO control performance defines the upper biomass density limit. If cascade control reaches mechanical limits, the process cannot maintain setpoint despite active control.
9. Foam Detection and Mitigation
Foam formation interferes with gas exchange and may contaminate exhaust filters. Excessive foam can also disrupt level detection and sensor accuracy. Foam management strategies include:
- Mechanical foam breakers
- Capacitance-based foam sensors
- Automated antifoam dosing
Antifoam addition must be controlled, as it may impact downstream filtration or purification steps. Foam control must not introduce contamination risk.
10. Sterile Boundary and SIP Capability
For sterile applications, the bioreactor must function as a closed and validated containment system. Sterile functionality depends on:
- Validated steam-in-place cycle
- Proper temperature distribution during SIP
- Valve sequencing logic
- Pressure integrity
- Filter integrity testing
Sterility is a system attribute. It depends on the vessel, piping, filters, sensors, and operator interface functioning as a unified sterile boundary.
Leaks, improperly sequenced valves, or compromised filters invalidate the sterile condition regardless of successful SIP cycle execution.
11. Feed, Addition, and Harvest Operations
Fed-batch and continuous processes rely on controlled nutrient addition. Functional control includes:
- Accurate pump performance
- Flow rate verification
- Load cell stability
- Sterile connection integrity
Feed variability alters growth rate and product profile. Addition systems must respond accurately to control signals and maintain sterile conditions. Harvest functionality requires:
- Complete drainability
- Minimal hold-up volume
- Controlled transfer to downstream systems
- Prevention of backflow contamination
Residual product retention increases cross-batch contamination risk.
12. Control System and Data Integration
The control platform integrates sensors, actuators, alarms, and data acquisition. Functional evaluation includes:
- Parameter accuracy
- Alarm setpoint verification
- Fail-safe response
- Data integrity
- Time synchronization
The control system integrates sensors, actuators, alarms, and data acquisition through a programmable logic controller and human-machine interface.

If batch release decisions rely on electronic records, the control system becomes compliance-critical. Control instability or inaccurate data logging undermines process control.
13. Functional Performance Expectations
Bioreactor functionality must be expressed as measurable performance criteria rather than conceptual design claims. Examples include:
- Temperature maintained within validated tolerance
- pH controlled without sustained deviation
- DO maintained under worst-case biomass load
- Agitation range sufficient for oxygen transfer requirements
- Stable pressure without excessive vent cycling
- Demonstrated sterile boundary integrity
These performance expectations define the operational envelope and form the basis for subsequent qualification.
14. Scale-Transition Considerations
When a seed reactor such as a 20-liter BIOSTAT Cplus 202 feeds a larger production fermenter, functionality must be evaluated across scale. Key considerations include:
- Oxygen transfer equivalence
- Mixing performance
- Shear sensitivity
- Transfer sterility
- Maximum hold time before inoculation
Scale transition introduces additional risk. Functional equivalence cannot be assumed solely on proportional geometry. A representative bench-scale bioreactor used for seed expansion prior to scale-up is illustrated below.

15. Lifecycle Stability
Bioreactor functionality must remain stable over time. Degradation mechanisms include:
- Probe aging
- Seal wear
- Impeller erosion
- Valve seat deterioration
- Sensor drift
Preventive maintenance, calibration control, and change management preserve functional integrity. Loss of functional control equates to loss of validated state.
Bioreactor functionality is ultimately demonstrated by controlled, reproducible biological performance sustained within defined operating limits throughout the equipment lifecycle.