Process Characterization and Development Studies
1. Purpose
Process characterization and development studies define how the manufacturing process behaves across its operating range and identify sources of variability that impact product quality.
The objective is to generate data that support process understanding and provide the foundation for subsequent statistical analysis, risk assessment, and control strategy definition.
2. Role in Process Design
Process characterization is the primary data generation activity in Stage 1. It establishes:
- how process parameters influence process performance
- how variability arises from materials, equipment, and conditions
- the initial operating ranges for process parameters
Outputs from characterization are used as inputs to multivariate analysis and risk assessment.
3. Study Scope and Approach
Characterization studies must cover the full range of intended operating conditions and expected variability. Scope includes:
- critical process steps
- key process parameters
- material variability
- equipment operating conditions
- environmental factors where relevant
Approach:
- structured experimentation
- use of representative materials and equipment
- inclusion of worst-case and edge conditions where applicable
Studies must reflect actual manufacturing conditions or justified scale models.
4. Types of Characterization Studies
Different study types are used to progressively build process understanding. They move from simple exploration to structured evaluation.
4.1 Single-Parameter Studies
Single-parameter studies are used at the initial stage of process characterization to establish a basic understanding of how individual process parameters influence process performance and product quality.
In this approach, one parameter is varied across a defined range while all other parameters are held constant. This allows direct observation of the relationship between that parameter and the measured response. The primary objective is to determine whether the parameter has a measurable effect, understand the direction of that effect, and estimate the magnitude of its influence.
These studies are particularly useful for screening purposes. They help identify which parameters are likely to be important and therefore require further investigation using more advanced methods such as multivariate analysis. They also provide an initial indication of process sensitivity, highlighting parameters where small changes result in significant impact on output.
However, the conclusions from single-parameter studies are limited. Because other parameters are fixed, the method does not capture interaction effects between variables. As a result, the observed behavior may not fully represent actual manufacturing conditions, where multiple parameters vary simultaneously. Therefore, these studies provide preliminary understanding but must be followed by more comprehensive evaluation.
4.2 Range-Finding Studies
Range-finding studies are used to establish the boundaries within which the process can operate while still producing acceptable product quality. The objective is to determine how far process parameters can be adjusted before performance begins to degrade or failure occurs.
In this approach, selected parameters are intentionally varied toward their upper and lower extremes. The process response is observed under these stressed conditions, with particular attention to changes in product quality, process stability, and any signs of failure or unacceptable performance. This allows identification of the points at which the process transitions from acceptable to unacceptable behavior.
These studies provide an initial definition of the process operating window and help characterize process tolerance. They identify regions where the process is stable, as well as conditions that must be avoided. This information is essential for understanding how robust the process is to variation and for guiding further experimental work.
However, the limits identified in range-finding studies are preliminary. They are not final operating or control limits. Additional analysis is required to confirm these boundaries, understand interactions, and define appropriate control ranges within the acceptable region.
4.3 Robustness Studies
Robustness studies evaluate how well the process performs when subjected to realistic and combined sources of variability. The objective is to determine whether the process remains stable and consistently produces acceptable product quality under normal operating fluctuations.
In this approach, multiple parameters and inputs are varied simultaneously within their expected ranges. This may include variations in raw materials, equipment settings, environmental conditions, and operator interactions. Unlike single-parameter or range-finding studies, robustness studies are designed to reflect actual manufacturing conditions, where variability occurs across multiple factors at the same time.
The evaluation focuses on whether the process can tolerate this variability without loss of performance or quality. It identifies conditions under which the process remains stable, as well as scenarios where variability leads to increased risk or inconsistent outcomes.
These studies provide insight into process resilience and help distinguish between parameters that can vary without significant impact and those that require tight control. The results support the definition of appropriate operating ranges and inform the development of a control strategy that ensures consistent performance under routine conditions.
4.4 Scale-Up and Scale-Down Studies
Scale-up and scale-down studies evaluate whether the process behaves consistently when transferred between different manufacturing scales. The objective is to confirm that process understanding developed at laboratory or pilot scale remains valid at commercial scale and to identify any effects introduced by changes in scale.
In this approach, process performance is compared across scales using comparable operating conditions. Where direct experimentation at commercial scale is limited, qualified scale-down models are used to replicate critical aspects of the process. These models must be representative of the commercial process, particularly for parameters that influence mixing, heat transfer, mass transfer, or residence time.
The evaluation focuses on identifying differences in process behavior that arise due to scale. These may include changes in parameter sensitivity, shifts in operating ranges, or altered interactions between variables. Such differences are often driven by physical and dynamic factors that do not scale linearly.
These studies provide confidence that the process can be reliably transferred to commercial manufacturing. They also identify scale-dependent risks that must be addressed through control strategy, parameter adjustment, or additional monitoring to ensure consistent product quality.
4.5 Combined Role of Study Types
These study types are not independent activities. They are applied in combination to build a coherent and progressively refined understanding of the process.
- Single-parameter and range-finding studies provide initial insight into parameter effects and operating boundaries.
- Robustness studies evaluate how the process behaves under realistic variability.
- Scale-up and scale-down studies confirm that this understanding remains valid across manufacturing scales.
Together, they establish which parameters influence process performance, where the process is sensitive, and how variability affects outcomes.
The combined output is not a set of isolated observations, but a structured dataset that describes process behavior across conditions. This dataset forms the basis for further statistical evaluation. It enables the transition from qualitative understanding to quantitative modeling.
These results feed directly into Design of Experiments and multivariate analysis, where relationships between parameters and responses are formally evaluated, interactions are quantified, and criticality is established.
5. Data Collection and Measurement
Data must be sufficient to characterize both process behavior and variability. Required data:
- process parameter values
- in-process measurements
- intermediate and final product attributes
- observations of process performance
Data requirements:
- accurate and traceable
- representative of operating conditions
- sufficient to evaluate variability
Data integrity must be ensured at the point of generation.
6. Evaluation of Process Behavior
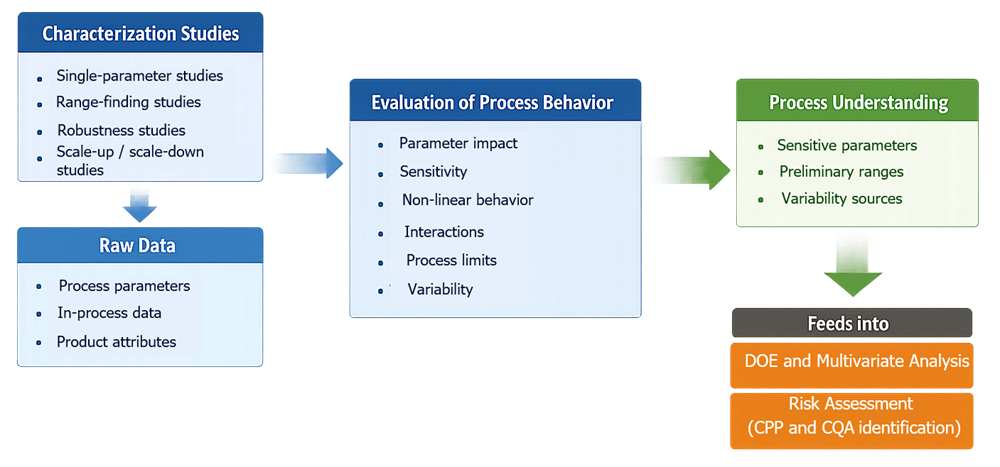
Evaluation of process behavior focuses on understanding how changes in inputs affect outputs and how the process responds to variability. The following diagram illustrates how process characterization studies generate data and how that data is evaluated to develop process understanding. It shows how this understanding feeds into DOE and risk assessment for identification of critical parameters.
6.1 Direction and Magnitude of Effects
Purpose: understand what happens to the process or product when a parameter is changed.
Evaluation: increase or decrease the parameter and observe how the result changes. Check whether the result goes up, down, or stays the same, and how much it changes compared to the size of the adjustment.
What it shows: how strongly that parameter affects the outcome, and whether it is important enough to require control.
6.2 Sensitivity of Parameters
Purpose: identify which parameters have a strong impact on the process or product quality.
Evaluation: change the parameter within its normal range and observe how much the output varies. Compare how small or large changes in the parameter affect the result.
What it shows: which parameters need to be tightly controlled because they strongly affect the outcome, and which parameters can vary without causing significant impact.
6.3 Detection of Non-Linear Behavior
Purpose: determine whether changes in a parameter produce predictable or irregular changes in the process or product.
Evaluation: adjust the parameter and observe if the output changes steadily or if the response behaves unevenly, such as little change at first and then a sudden shift.
Examples: situations where nothing happens until a limit is reached, after which the response changes quickly; cases where increasing a parameter stops having additional effect; or conditions where the process suddenly fails beyond a certain point.
6.4 Identification of Interaction Effects
Purpose: determine whether two or more parameters affect each other when changed together.
Evaluation: change parameters individually and then change them at the same time, and compare the results. If the combined effect is different from what you would expect based on individual changes, an interaction exists.
Limitation: these effects are not always obvious from simple testing and usually require structured methods such as DOE to confirm and quantify.
6.5 Identification of Process Limits
Purpose: determine the range within which the process can operate and still produce acceptable product.
Evaluation: gradually push process conditions toward higher and lower limits and observe when product quality begins to fail or the process becomes unstable.
What it shows: the safe operating range where the process performs reliably, and the conditions that must be avoided to prevent failure or inconsistent results.
6.6 Variability Assessment
Purpose: understand how much the process naturally varies even when conditions are kept the same.
Evaluation: run the process under similar conditions and compare the results. Look at how much variation occurs and identify what contributes to it, such as differences in materials, equipment performance, or operator actions.
What it shows: the normal level of variability in the process and whether additional controls are needed to keep results consistent.
6.7 Outcome of Evaluation
Evaluation of process behavior turns raw study data into practical understanding of how the process works. It provides:
- a general understanding of how parameters affect the process or product, even if not yet quantified
- identification of parameters that have strong impact and those that influence each other
- an initial view of where the process can operate reliably
- recognition of areas where simple observation is not enough and more structured analysis is required
This step organizes the data so it can be used effectively in DOE and risk assessment, where relationships are quantified and critical parameters are formally defined.
7. Identification of Variability Sources
Process variability must be identified and understood.
Typical sources:
- raw material variability
- equipment performance
- operator interaction
- environmental conditions
Understanding variability is required before criticality can be assigned.
8. Outputs of Characterization Studies
Characterization produces defined outputs that feed subsequent activities. Key outputs:
- preliminary understanding of parameter impact
- identification of parameters requiring further analysis
- initial parameter ranges
- identification of variability sources
These outputs are used as inputs to:
- Design of Experiments and multivariate analysis
- risk assessment for CPP and CQA identification
9. Limitations of Characterization Studies
Characterization alone does not establish criticality or control strategy. Limitations:
- interactions may not be fully understood
- statistical significance may not be established
- relationships may be qualitative
Further analysis is required to define CPPs and control strategy.
10. Documentation and Traceability
All studies must be documented in a structured and traceable manner. Documentation includes:
- study objectives and scope
- experimental conditions
- collected data
- observations and conclusions
Traceability must demonstrate:
- linkage between studies and process understanding
- connection between data and subsequent analysis
- use of outputs in downstream activities
This ensures that process understanding is supported by documented evidence.