Control Strategy and Design Space Establishment
1. Purpose and Scope
Control strategy and design space establishment define how process understanding is translated into controlled manufacturing conditions that consistently ensure product quality. This article defines how:
- control strategy is developed and implemented
- process parameters are controlled based on risk and data
- design space is established and justified
- operational flexibility is defined within validated boundaries
The approach aligns with expectations from FDA and principles described in ICH Q8 and ICH Q9.
2. Role within Process Validation Lifecycle
Control strategy is developed after process understanding, risk assessment, and DOE, and is confirmed during validation.
Within the lifecycle:
- risk assessment identifies critical variables
- DOE and studies define parameter–CQA relationships
- CPPs and operating ranges are established
- control strategy is implemented and verified
- continued process verification ensures ongoing effectiveness
Design space, when established, defines the multidimensional region where the process operates reliably.
3. Control Strategy Definition
Control strategy is the planned set of controls that ensures process performance and product quality.
It includes:
- control of CPPs
- monitoring of process conditions
- definition of limits and setpoints
- detection and response to deviations
- procedural and system-based controls
Control strategy must be directly linked to CQAs and supported by data.
4. Elements of Control Strategy
4.1 Parameter Control
CPPs must be controlled within defined limits. Controls may include:
- fixed setpoints with allowable ranges
- automated control systems
- manual adjustments based on procedures
4.2 Monitoring Strategy
Monitoring ensures that process conditions remain within acceptable limits. Monitoring may include:
- continuous monitoring for critical parameters
- periodic checks for non-critical parameters
- real-time data acquisition systems
Monitoring frequency is based on risk and process dynamics.
4.3 Limits and Acceptance Criteria
Limits are defined based on DOE and process understanding. Types of limits:
- normal operating ranges
- alert limits
- action limits
Limits must be linked to impact on CQAs, not only equipment capability.
4.4 Alarm and Response Strategy
Alarms are established to detect deviations. Requirements:
- timely detection of out-of-limit conditions
- predefined response actions
- documentation of events and investigations
Alarm limits should allow intervention before product quality is affected.
4.5 Control Mechanisms
Control mechanisms may include:
- automated feedback control
- feedforward control
- procedural controls
- in-process testing
Selection depends on parameter criticality and process complexity.
5. Design Space Definition
Design space is defined as the multidimensional combination of process parameters that assures product quality, as described in ICH Q8. It represents:
- interaction of multiple parameters
- region where CQAs meet acceptance criteria
- scientifically justified operating space
6. Establishment of Design Space
Design space is established using:
- DOE results
- multivariate analysis
- scientific knowledge
Requirements:
- identification of parameter interactions
- statistical justification of acceptable region
- linkage to CQAs
Design space must be supported by sufficient data.
7. Relationship between PAR and Design Space
7.1 PAR vs Design Space Concept
Proven Acceptable Range (PAR) and design space represent two different approaches to defining acceptable process conditions.
PAR defines acceptable limits for individual parameters based on studies where other variables are held constant or within normal operating conditions. Each parameter is controlled independently, and acceptable operation is assumed when all parameters remain within their respective limits.
Design space defines acceptable combinations of parameters based on studies where multiple variables are evaluated together. It reflects actual process behavior, including interaction effects between parameters.
The difference between individual parameter limits and multidimensional design space is illustrated below.
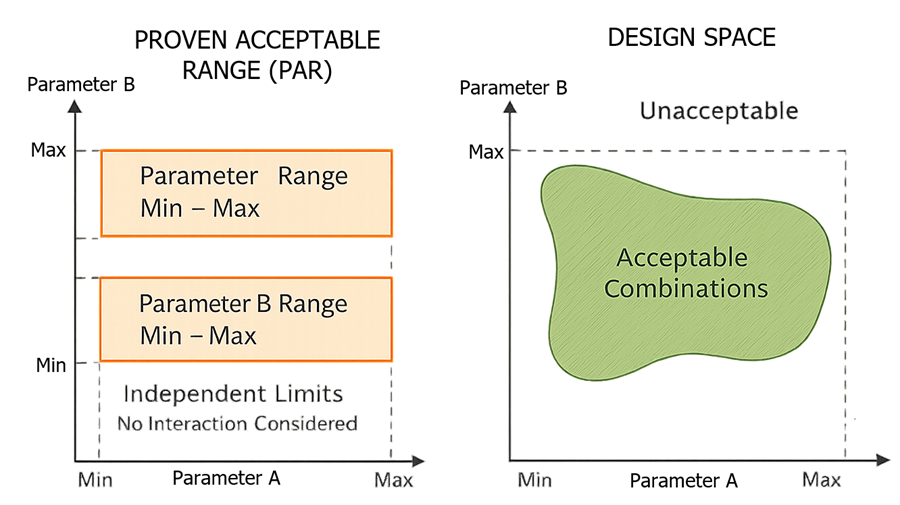
In the PAR approach, each parameter has its own acceptable range, and compliance is evaluated independently. This approach assumes that parameters do not significantly influence each other within the defined ranges.
In the design space approach, acceptable operation is defined as a region where combinations of parameters result in acceptable product quality. This allows flexibility within the defined region while maintaining control over product performance.
7.2 Key Distinction — Interaction and Design Space
Interaction between process parameters means that acceptable performance depends on their combination, not individual values.
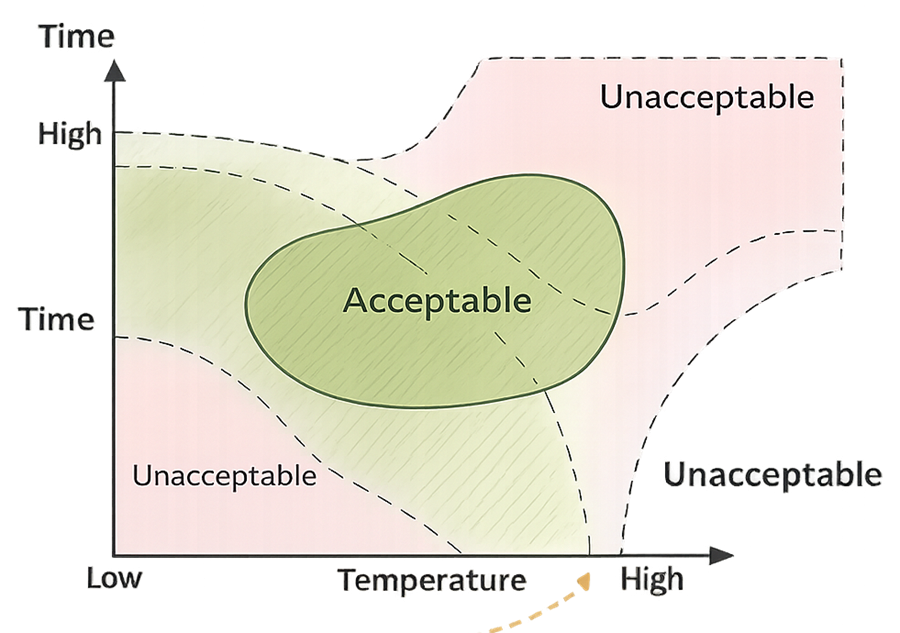
This diagram shows how two process parameters, Temperature and Time, jointly determine product quality. The shaded region represents combinations of This diagram shows how two process parameters, Temperature and Time, jointly determine product quality. The shaded region represents combinations of these parameters where product quality meets acceptance criteria.
Within the shaded region, different combinations produce acceptable results. For example:
- low temperature with longer time may achieve the same outcome as
- higher temperature with shorter time
This demonstrates that parameters can compensate for each other.
Outside the shaded region, product quality is unacceptable. This includes conditions where both parameters are too high or where the combination drives the process beyond acceptable limits.
The key point is that the acceptability of a parameter value cannot be determined independently. A specific temperature may be acceptable at one process time but unacceptable at another.
This behavior reflects interaction effects, where the impact of one parameter depends on the level of another.
As a result:
- controlling parameters independently using fixed limits may allow unacceptable combinations
- control must consider parameter combinations
This is the basis for defining a design space, where acceptable operation is defined as a region of combined parameter values rather than individual ranges.
8. Regulatory Considerations
According to ICH Q8:
- operation within approved design space is not considered a change
- movement within design space does not require regulatory approval
Outside design space:
- requires change control
- may require regulatory submission
9. Implementation of Control Strategy
Control strategy must be implemented through:
- manufacturing procedures
- automation systems
- batch records
- training of personnel
Implementation ensures that defined controls are consistently applied.
10. Verification of Control Strategy
Control strategy is verified during:
- Operational Qualification (OQ)
- Performance Qualification (PQ)
Verification confirms:
- parameters can be controlled
- monitoring systems function correctly
- limits are appropriate
11. Integration with Continued Process Verification
Control strategy must be maintained and evaluated during routine manufacturing.
This includes:
- ongoing monitoring of CPPs
- trending of process data
- periodic review of performance
- adjustment of controls if necessary
This aligns with lifecycle expectations from the FDA.
12. Limitations
- design space is limited to studied conditions
- insufficient data may lead to overly narrow or broad ranges
- complex interactions may not be fully captured
Continuous evaluation is required.
13. Summary
Control strategy and design space establishment:
- translate process understanding into control
- define how parameters are managed
- provide flexibility within validated boundaries
- ensure consistent product quality
They represent the operational implementation of risk assessment and experimental knowledge.