PPQ Strategy and Batch Definition
1. Purpose of Process Performance Qualification (PPQ)
Process Qualification is referred to as Process Performance Qualification (PPQ) to emphasize that this stage demonstrates actual process performance under routine manufacturing conditions, not theoretical capability.
As defined by the FDA lifecycle approach:
- Stage 1 — Process Design
- Stage 2 — Process Qualification (PPQ)
- Stage 3 — Continued Process Verification
PPQ confirms that the process, as designed and controlled, can consistently produce product meeting predefined quality requirements using:
- production-scale equipment
- qualified utilities and facilities
- approved procedures
- trained personnel
PPQ verifies performance using predefined conditions and acceptance criteria.
2. PPQ Strategy and Batch Definition
2.1 PPQ Strategy
PPQ strategy defines how process performance will be demonstrated and must be established prior to execution. It must include:
- identification of CPPs and CQAs
- linkage to risk assessment and DOE results
- defined operating ranges and setpoints
- defined sampling and testing strategy
- predefined acceptance criteria
- deviation management approach
Traceability must be maintained: Risk → CPP → Test → Acceptance Criteria
2.2 Number of PPQ Batches
The number of PPQ batches must be justified based on risk and process knowledge.
General expectations:
- minimum of 3 consecutive successful batches for well-understood processes
- additional batches required when:
- process variability is high
- complex interactions exist
- scale-up uncertainty is present
- prior data is limited
Batches must be:
- representative of routine manufacturing
- produced under normal operating conditions
- not specially controlled or optimized
2.3 Commercial Representativeness
PPQ batches must reflect routine manufacturing conditions, including:
- standard materials and suppliers
- routine equipment and settings
- normal operator practices
- typical environmental conditions
Special controls or atypical conditions invalidate PPQ conclusions.
3. Sampling Plan and Data Collection Strategy
Sampling must be risk-based and designed to detect variability.
3.1 Sampling Plan Requirements
The sampling plan defines how process performance will be evaluated during PPQ and must be established prior to execution. It must be risk-based and designed to detect variability, confirm control of CPPs, and demonstrate that CQAs meet acceptance criteria.
The plan must clearly define:
- Sampling locations within the batch
Sampling points must represent the full batch, including areas where variability is most likely to occur. This may include beginning, middle, and end of the batch, as well as defined spatial locations for large or non-homogeneous systems. - Timing across the process
Samples must be collected at stages where process conditions may change or where critical transformations occur. This includes key process steps, hold times, and transitions between operations. - Number of samples
The number of samples must be sufficient to characterize variability and support statistical evaluation. Sample size must be justified based on batch size, process complexity, and risk level. - Rationale based on risk and process understanding
All sampling decisions must be justified using prior knowledge, risk assessment, and process characterization data. Sampling should focus on areas with the highest potential impact on product quality.
Sampling must be designed to address:
- Intra-batch variability
Demonstrate uniformity and consistency within a single batch by sampling across time and location. - Worst-case locations and conditions
Target areas or conditions where variability or failure is most likely, including extremes of operating ranges and known sensitive process points. - Known sources of variability
Include sampling that captures variability introduced by materials, equipment, process steps, or environmental factors.
The sampling plan must ensure that collected data is representative, sufficient, and capable of supporting conclusions regarding process performance and control.
PPQ sampling must be structured to detect variability across both batch progression and spatial distribution within the batch.
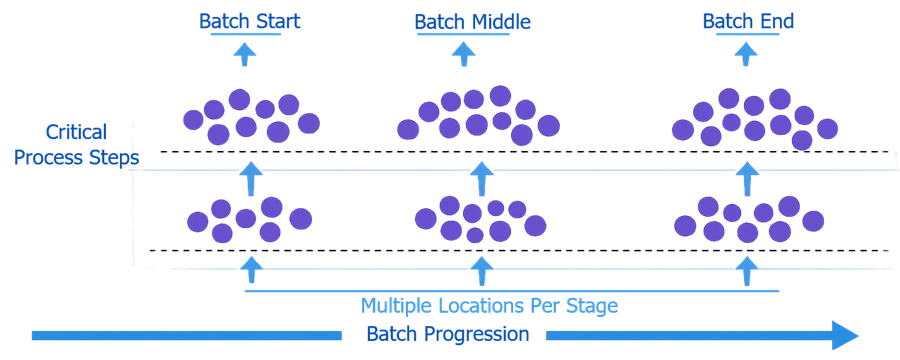
This diagram shows that sampling must be performed at multiple stages of the batch, such as start, middle, and end, to evaluate process behavior over time. At each stage, multiple samples are taken from different locations to confirm batch uniformity.
This approach ensures that sampling is representative and capable of detecting time-dependent and spatial variability, rather than relying on single-point measurements that may miss localized or stage-specific deviations.
3.2 Worst-Case and Edge-of-Range Conditions
PPQ must include evaluation of:
- operating ranges near upper and lower limits
- conditions where process sensitivity is highest
This confirms robustness within defined ranges.
3.3 Data Collection Requirements
Data collection during PPQ must provide complete and reliable evidence that the process operates within defined limits and produces product meeting all quality requirements. Data must be sufficient to evaluate process performance, confirm control of CPPs, and demonstrate consistency across batches.
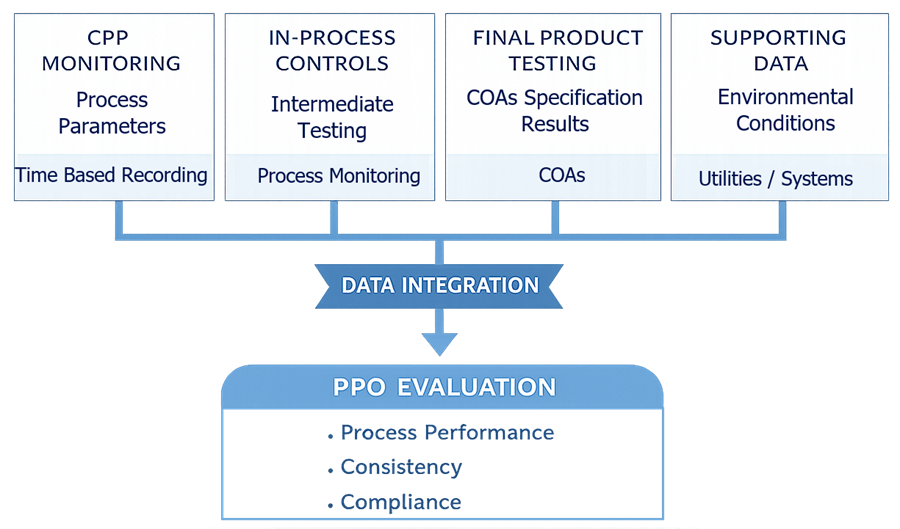
Data collection must include:
- CPP values throughout processing
Continuous or discrete recording of CPPs at defined intervals to demonstrate that parameters remain within established limits. Data should capture normal operation as well as any fluctuations within the allowable range. - In-process controls
Results of in-process tests used to monitor intermediate stages of the process. These data confirm that critical steps are performing as expected and provide early indication of potential deviations. - Final product CQAs
Analytical results for all relevant CQAs to demonstrate that the finished product meets predefined specifications for quality, safety, and efficacy. - Environmental and supporting parameters, where relevant
Data from utilities, environmental monitoring, or supporting systems that may impact process performance or product quality, such as temperature, humidity, or system status.
Data collection must integrate process parameters, in-process controls, and final product testing.
All collected data must meet data integrity requirements:
- Attributable
Each data point must be linked to the individual who generated or recorded it. - Traceable
Data must be linked to the specific batch, process step, and time of collection, with clear documentation of how it was generated. - Contemporaneously recorded
Data must be recorded at the time it is generated, without delay or reconstruction.
Data must be complete, accurate, and retained in a controlled manner to support review, analysis, and regulatory inspection.
4. Verification of CPPs and Control Strategy
PPQ verifies that the defined control strategy is effective under routine conditions.
This includes:
- CPPs maintained within defined limits
- monitoring systems functioning as intended
- alarms and responses operating correctly
- control mechanisms maintaining stability
Verification must demonstrate:
- consistency across batches
- absence of uncontrolled variability
- linkage between parameter control and product quality
5. Acceptance Criteria and Statistical Evaluation
5.1 Acceptance Criteria
Acceptance criteria must be predefined and based on:
- CQA specifications
- process capability where available
- development and DOE data
PPQ success requires:
- all CQAs meet specification
- CPPs remain within defined limits
- no unexplained variability
5.2 Statistical Evaluation
Statistical evaluation is used to demonstrate that process performance is consistent, controlled, and capable of meeting predefined acceptance criteria. The level of analysis must be appropriate to the data type, sample size, and process complexity.
At minimum, statistical evaluation should include:
- Descriptive statistics
Calculation of mean, standard deviation, and range for CPPs and CQAs to characterize central tendency and variability within and across batches. - Comparison across batches
Evaluation of consistency between PPQ batches to confirm reproducibility. Results should demonstrate that batch-to-batch variation is limited and does not indicate process instability. - Variability assessment
Assessment of intra-batch and inter-batch variability to determine whether observed variation is consistent with expected process behavior. - Trend evaluation
Analysis of data across time, sequence, or processing stages to identify patterns, shifts, or drift that may indicate emerging process issues.
Where appropriate and supported by sufficient data:
- Process capability analysis
Evaluation of the ability of the process to operate within specification limits using indices such as Cp or Cpk. This is applicable when data volume is sufficient and distribution assumptions are met. - Assessment of consistency and confidence
Demonstration that process performance is reliable across batches, supported by statistical evidence and comparison to expected variability.
Statistical analysis must be interpreted in the context of process knowledge. Results must be scientifically justified and consistent with observed process behavior. Statistical methods support conclusions but do not replace engineering judgment or risk-based evaluation.
6. Deviation Handling and Success Criteria
6.1 Deviation Handling
All deviations must be:
- documented
- investigated
- assessed for product impact
Deviation evaluation must determine:
- impact on CQAs
- impact on process understanding
- need for corrective actions
6.2 Impact on PPQ Conclusion
Deviations must be assessed against predefined success criteria.
- critical deviations affecting product quality → batch may be rejected from PPQ
- minor deviations with justified impact → may be acceptable
All decisions must be scientifically justified.
6.3 Success Criteria
PPQ is successful when:
- all batches meet CQA specifications
- CPPs are controlled within limits
- process performance is consistent
- no unresolved or unexplained deviations remain
PPQ must demonstrate that the process is stable and capable under routine conditions.
7. Transition to Continued Process Verification
PPQ must define readiness for Stage 3.
This includes:
- confirmed control strategy
- defined monitoring parameters
- established data trending approach
- identified critical variables for ongoing verification
Only after successful PPQ can the process transition to continued process verification.
8. Summary
PPQ confirms that the process performs as intended under routine manufacturing conditions.
It provides documented evidence that:
- CPPs are controlled
- CQAs consistently meet requirements
- variability is understood and managed
- control strategy is effective
PPQ represents the point where process design becomes verified manufacturing capability.