Worst-Case Product Selection
1. Purpose and Rationale
Worst-case product selection defines which products are used to challenge the cleaning process during validation. The objective is to ensure that if the cleaning procedure can effectively remove residues from the most difficult product, it will be effective for all other products within the defined group.
This approach eliminates the need to validate every product individually while maintaining a scientifically defensible and risk-based justification.
2. Regulatory and Scientific Basis
Worst-case selection is expected as part of a risk-based cleaning validation program under 21 CFR 211.67 and is aligned with principles in ICH Q9.
Regulatory expectations require that:
- selection criteria are predefined and documented
- justification is science-based and traceable
- selection considers both patient safety and cleanability
- grouping strategies are supported by data
3. Selection Principles
Worst-case is not a single parameter. It is a combination of factors that together represent the highest risk condition for cleaning.
Three primary dimensions must be evaluated:
- toxicity or potency
- cleanability or solubility
- potential for carryover
The worst-case product is typically the one that is both hardest to clean and most hazardous if carried over.
The worst-case product is determined through a combination of toxicity and cleanability. The diagram below provides a visual model used to identify high-risk products based on these two primary dimensions.
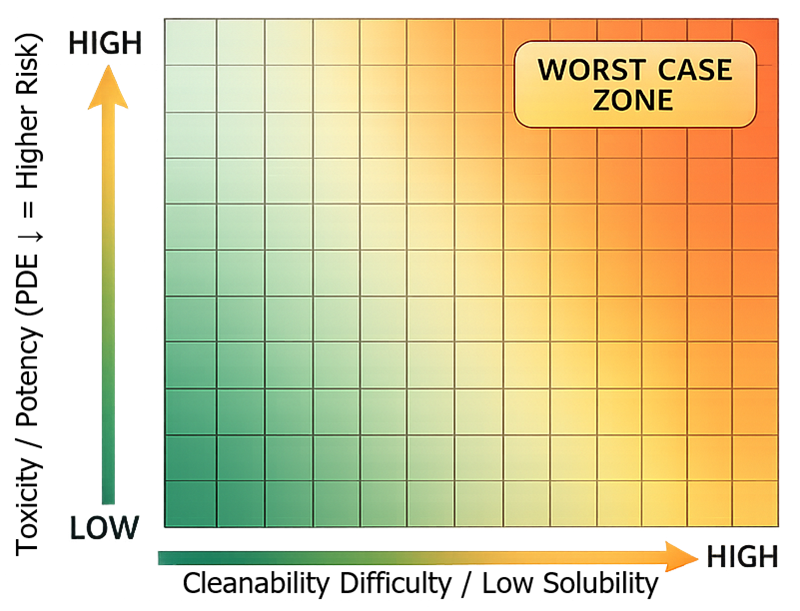
The diagram defines worst-case product selection as the intersection of two primary risk drivers. Toxicity, represented by decreasing PDE values, determines the acceptable level of residue exposure. Cleanability reflects the difficulty of removing the product from equipment surfaces, driven by solubility, adhesion, and formulation characteristics.
Products located in the upper-right region combine high toxicity with poor cleanability and represent the highest risk for cross-contamination. These products are typically selected as worst-case candidates for cleaning validation.
Additional factors such as batch size, equipment surface area, residue formation, and hold time before cleaning are applied during final selection. These factors refine the ranking within the high-risk region but do not replace the primary model.
4. Evaluation Criteria
4.1 Toxicity and Potency
Products with low acceptable exposure limits represent higher risk. Evaluation should consider:
- PDE or ADE values
- therapeutic dose
- pharmacological activity
- toxicity classification
Lower allowable exposure results in stricter residue limits, making these products more likely to be worst-case.
4.2 Solubility and Cleanability
Products that are difficult to dissolve or remove present greater cleaning challenges.
Evaluation should consider:
- solubility in cleaning solvents
- tendency to form films or residues
- adhesion to equipment surfaces
- formulation characteristics such as oils, polymers, or suspensions
Low solubility and strong adhesion increase worst-case ranking.
4.3 Batch Size and Surface Area
Carryover risk depends on how much residue can be transferred relative to the next product.
Evaluation should consider:
- maximum batch size of next product
- shared equipment surface area
- residue distribution potential
Large batch sizes and large surface areas increase the potential dilution or concentration effect and must be factored into worst-case determination.
4.4 Equipment Interaction
The same product may behave differently across equipment.
Evaluation should consider:
- equipment design complexity
- dead legs, seals, and crevices
- surface finish
- cleaning method such as CIP vs manual
Worst-case selection may differ by equipment train.
4.5 Campaign and Manufacturing Conditions
Operational factors influence residue formation and removal.
Evaluation should consider:
- maximum hold time before cleaning
- number of consecutive batches
- drying or degradation of residues
- temperature exposure
Dried or aged residues are typically more difficult to remove and must be considered in worst-case definition.
5. Worst-Case Selection Methodology
A structured and traceable method must be used to ensure that worst-case selection is objective, reproducible, and scientifically justified. The methodology must demonstrate a clear linkage between product data, evaluation criteria, and the final selection outcome. Typical approach:
- List all products manufactured on shared equipment
All products that contact the same equipment must be included in the evaluation. This ensures that the selection considers the full scope of potential cross-contamination risk. Excluding products or evaluating only a subset without justification invalidates the selection. - Compile relevant data for each product
A consistent dataset must be assembled for all products to allow direct comparison. Key attributes include:- PDE — Permitted Daily Exposure or ADE — Acceptable Daily Exposure
Health-based exposure limits expressed in mg per day. These values represent the maximum amount of a substance that can be safely ingested daily without appreciable health risk. Products with lower PDE or ADE values are more toxic and therefore require stricter residue control. This is the primary driver of patient risk. - Solubility
Indicates how easily the product can be removed during cleaning. Poorly soluble compounds are more difficult to clean and more likely to persist on equipment surfaces. - Formulation type
Formulations containing oils, polymers, suspensions, or sticky excipients tend to adhere more strongly to surfaces and increase cleaning difficulty compared to simple aqueous solutions. - Batch size
Larger batch sizes can increase the potential for residue carryover depending on how limits are calculated. Batch size also influences the relationship between residue quantity and subsequent product exposure.
- PDE — Permitted Daily Exposure or ADE — Acceptable Daily Exposure
- Rank products against defined criteria
Products are evaluated using predefined criteria that reflect toxicity, cleanability, and carryover potential. Ranking may be qualitative or supported by a numerical scoring system. The key requirement is that criteria are applied consistently across all products. - Identify product with highest combined risk
The worst-case product is not defined by a single parameter but by the combination of factors. Typically, the highest-risk product is one that combines low PDE or ADE, poor solubility, challenging formulation characteristics, and significant carryover potential. - Justify selection with documented rationale
The final selection must be supported by a clear explanation describing why the chosen product represents the worst-case condition. This justification must reference the evaluated data and explain why other candidates were not selected.
Matrix or scoring approaches are commonly used to ensure objectivity. These tools organize product data into a structured format, enabling transparent comparison and reducing subjectivity in the selection process.
6. Bracketing and Grouping Strategy
Worst-case selection supports grouping of products.
- one worst-case product may represent multiple products
- different groups may require different worst-case products
- grouping must be scientifically justified
Bracketing may be applied where products fall within defined ranges of:
- potency
- solubility
- formulation complexity
Improper grouping without justification is a frequent regulatory finding.
7. Verification and Confirmation
Worst-case selection is not static. It must be confirmed through validation results.
- successful cleaning of worst-case product must meet acceptance criteria
- failure indicates incorrect selection or inadequate cleaning process
- additional products may need to be evaluated if assumptions are challenged
Validation data must support the initial risk assessment.
8. Documentation Requirements
Worst-case selection must be fully documented.
Required elements:
- list of all products and equipment
- defined selection criteria
- data used for evaluation
- ranking or scoring methodology
- justification for selected worst-case product
- linkage to validation protocol
Traceability is critical. Inspectors expect to see a clear, reproducible decision process.
9. Common Deficiencies
Typical failures include:
- selection based on convenience rather than risk
- reliance on a single parameter such as potency only
- lack of documented rationale
- ignoring equipment-specific factors
- failure to reassess when new products are introduced
These issues undermine the validity of the cleaning validation program.
10. Lifecycle Considerations
Worst-case selection must be maintained over time.
Reassessment is required when:
- new products are introduced
- toxicological limits are updated
- cleaning processes change
- equipment is modified
Worst-case selection is part of lifecycle control and must remain aligned with current manufacturing conditions.