Recovery Studies
1. Purpose and Definition
Recovery studies evaluate the ability of a sampling method to remove and detect residues from equipment surfaces or within process systems. They quantify the efficiency of swab and rinse sampling and ensure that analytical results accurately reflect the true residue present.
Recovery is expressed as a percentage of the known amount of residue that can be recovered under defined conditions.
2. Role in Cleaning Validation
Recovery studies are required to:
- demonstrate suitability of the sampling method
- quantify sampling efficiency
- support correction of analytical results
- justify that acceptance criteria are appropriately applied
Without recovery data, measured residue values cannot be reliably interpreted.
3. Principle
A known amount of a target compound is intentionally applied to a representative surface or system. The sampling method is then performed, and the recovered amount is measured.
Recovery is calculated as:
Recovery (%)=Amount AppliedAmount Recovered×100
This determines how much of the actual residue is captured by the sampling process.
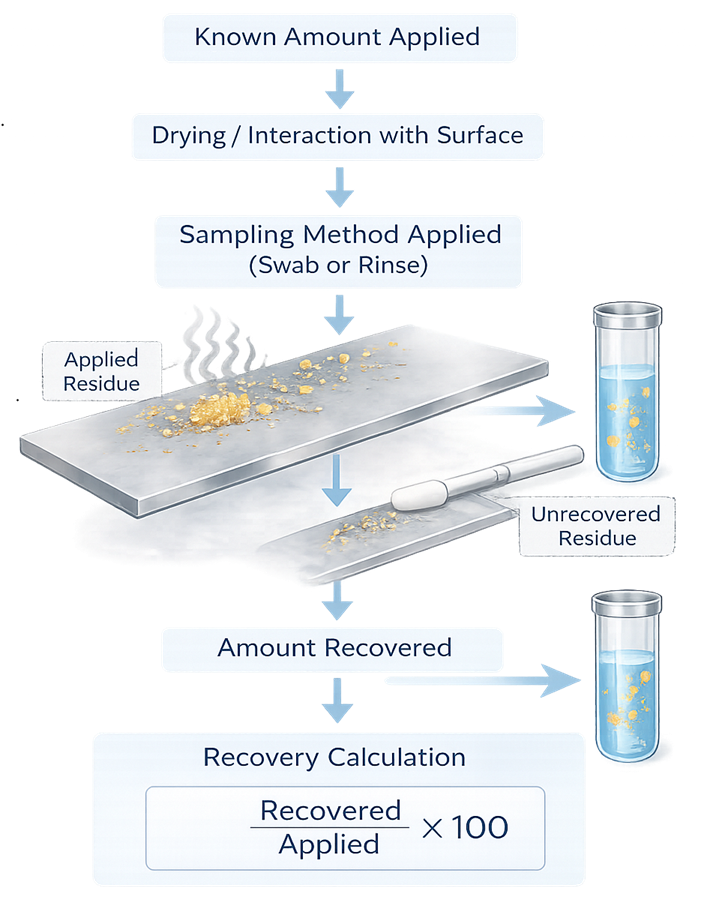
A known quantity of residue is applied to a surface and allowed to interact with it. The sampling method is then used to recover the residue. The measured amount is compared to the applied amount to determine recovery efficiency. Any unrecovered residue represents method loss and must be accounted for in result interpretation.
4. Types of Recovery Studies
4.1 Swab Recovery
Evaluates the efficiency of swabbing residues from surfaces.
Key aspects:
- known residue applied to defined area
- allowed to dry or simulate process conditions
- recovered using standard swabbing technique
4.2 Rinse Recovery
Evaluates the ability of rinse solvent to remove residues.
Key aspects:
- residue introduced into system or onto surfaces
- rinsing performed under defined conditions
- collected solution analyzed
5. Selection of Test Conditions
Recovery studies must represent worst-case conditions.
Considerations include:
- surface material such as stainless steel or glass
- surface finish and roughness
- residue properties including solubility and adhesion
- drying conditions and contact time
- cleaning agent interactions
Conditions must reflect actual manufacturing and cleaning scenarios.
6. Acceptance Criteria
Typical expectations:
- consistent and reproducible recovery
- recovery value sufficient to support method suitability
Industry practice:
- ≥ 70% recovery is commonly acceptable
- lower recovery may be acceptable if justified
Acceptance must be scientifically justified and consistently applied.
7. Application of Recovery Factors
Analytical results must be corrected for recovery where appropriate.
Example:
- measured residue = 50 µg
- recovery = 50%
→ actual residue = 100 µg
Failure to apply recovery correction results in underestimation of residue levels.
8. Variability and Reproducibility
Recovery must be evaluated for:
- repeatability of the method
- operator variability
- consistency across surfaces
Multiple replicates are required to demonstrate reliability.
Recovery is inherently less than 100 percent due to multiple sources of loss during sampling and analysis.
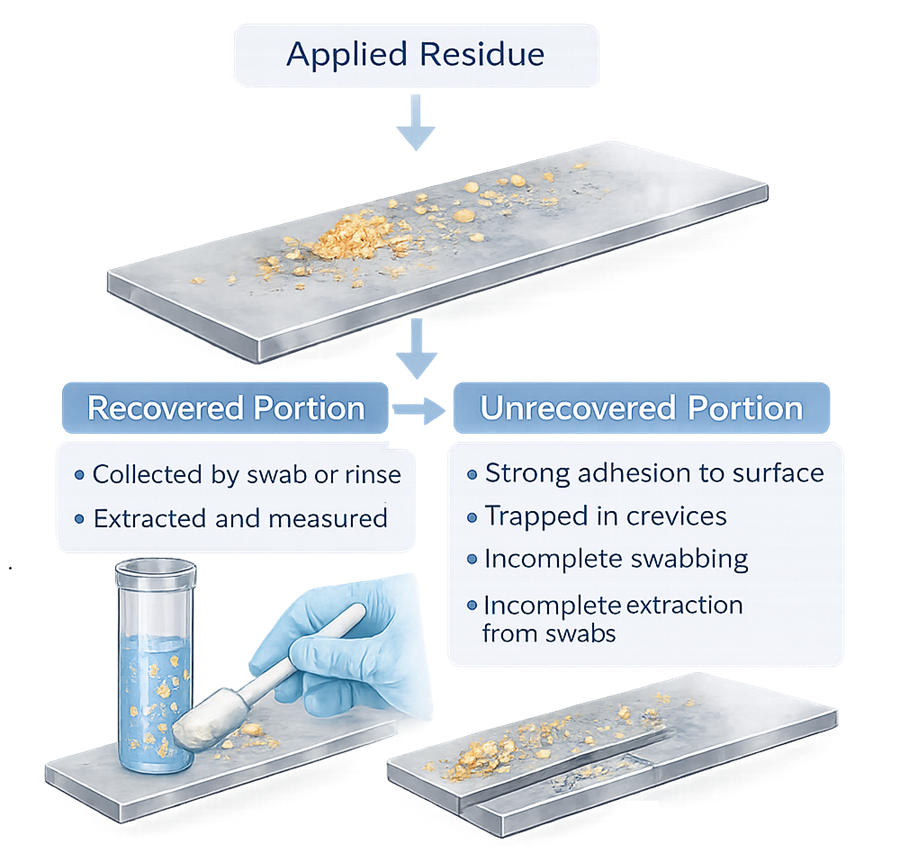
Residue may remain on surfaces due to strong adhesion or surface roughness. Additional losses occur during sampling and extraction, where not all collected material is transferred into the analytical solution. Understanding these losses is essential for interpreting recovery results and applying appropriate correction factors.
9. Analytical Method Considerations
Recovery studies must include the entire process:
- residue application
- sampling method
- extraction from swab or solution
- analytical measurement
This ensures that recovery reflects the complete analytical workflow.
10. Documentation Requirements
Recovery studies must be fully documented.
Required elements include:
- test surfaces and materials
- residue application method and quantity
- drying and environmental conditions
- sampling procedure
- analytical method
- calculated recovery values
Traceability must support verification of results.
11. Common Deficiencies
Typical issues include:
- lack of recovery studies for all relevant products
- testing under non-representative conditions
- insufficient number of replicates
- failure to apply recovery correction
- inconsistent or unjustified acceptance criteria
These deficiencies compromise the validity of cleaning validation.
12. Lifecycle Considerations
Recovery studies must be reassessed when:
- new products are introduced
- sampling methods change
- analytical methods are modified
- equipment surfaces or materials change
Recovery must remain representative of current conditions.
13. Key Principle
Recovery studies define how much of the residue can actually be measured.
They ensure that cleaning validation results are accurate, reliable, and scientifically defensible.