Packaging Qualification Strategy
1. Purpose
This section defines the approach for qualifying packaging systems to ensure they provide adequate protection of pharmaceutical products under defined storage and distribution conditions. The strategy establishes how packaging performance is verified through structured testing and documented evidence.
2. Regulatory Expectations
Packaging qualification must demonstrate that container-closure systems and shipping configurations maintain product quality throughout the distribution lifecycle in accordance with:
- 21 CFR Part 211 §211.94 for container-closure systems
- ICH Q1A(R2) for environmental sensitivity
- ICH Q9 for risk-based justification
- EU GMP Annex 1 where sterility is required
Qualification must demonstrate that packaging does not adversely affect product identity, strength, quality, or purity.
3. Qualification Approach
Packaging qualification is executed using a risk-based and worst-case approach. Testing must represent the most challenging combination of:
- product configuration
- packaging configuration
- distribution conditions
The strategy must define test conditions that simulate real-world handling, transport, and environmental exposure.
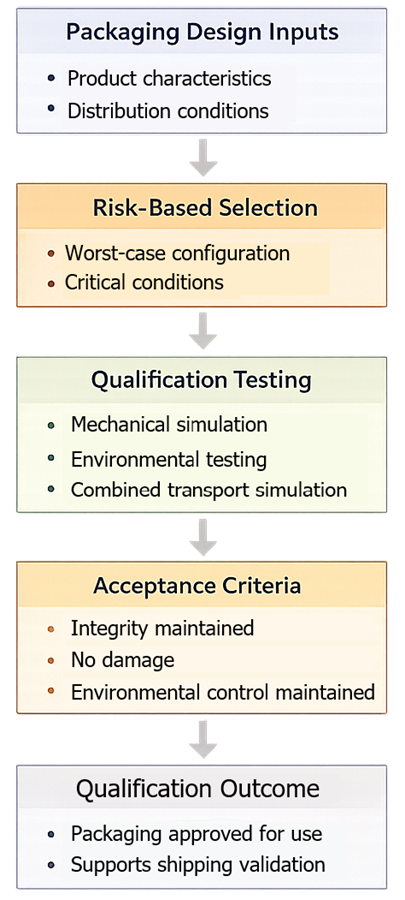
The diagram below illustrates the risk-based approach used to define and execute packaging qualification.
4. Worst-Case Selection
Worst-case configurations must be justified and documented. Typical worst-case conditions include:
- largest and smallest package configurations
- maximum and minimum fill volumes
- most fragile product presentations
- longest distribution duration
- highest and lowest expected environmental conditions
Worst-case selection ensures that qualified performance envelopes cover all routine conditions.
5. Test Methods and Simulation
Packaging systems must be evaluated using standardized and scientifically justified test methods. These include:
- mechanical testing such as drop, vibration, and compression
- environmental testing including temperature and humidity exposure
- combined transport simulation profiles
Testing must represent distribution hazards and be aligned with recognized standards such as ASTM and ISTA.
6. Acceptance Criteria
Acceptance criteria must be predefined and based on product quality requirements. Criteria typically include:
- maintenance of container closure integrity
- absence of physical damage
- maintenance of required environmental conditions for temperature-sensitive products
- preservation of product quality attributes
Results must demonstrate that packaging performs within defined limits under all tested conditions.
7. Integration with Shipping Validation
Packaging qualification must be aligned with shipping validation activities. Packaging performance must be demonstrated under conditions defined for transport simulation, lane qualification, and cold chain studies. Qualification results establish the baseline for distribution validation.
8. Documentation and Traceability
All qualification activities must be documented, including:
- rationale for packaging design and configuration
- justification of worst-case conditions
- test protocols and execution records
- results and deviations
- final conclusions
Traceability must be maintained between design inputs, test conditions, and acceptance criteria.
9. Outcome
The outcome of packaging qualification is documented evidence that the packaging system is capable of protecting the product throughout storage and distribution. This evidence supports release of the packaging configuration for routine use and provides the technical basis for ongoing distribution activities.