Cold Chain Qualification
1. Purpose
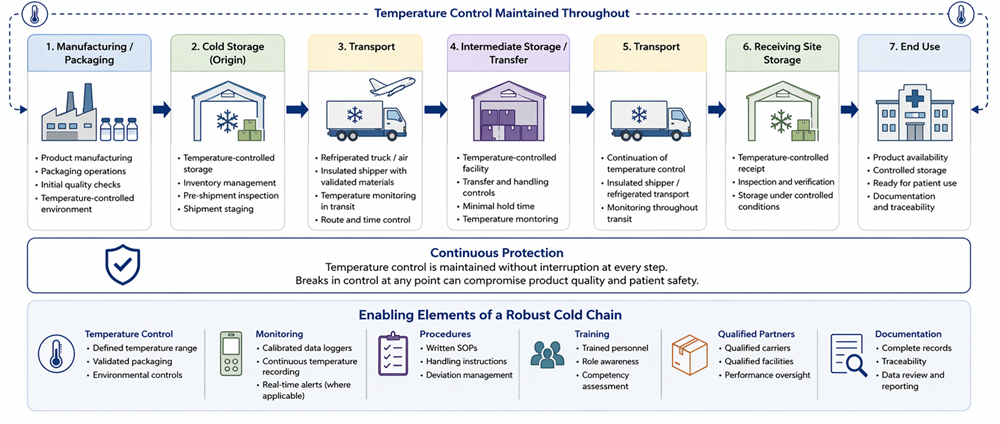
This section defines the approach for qualifying temperature-controlled packaging systems and distribution processes to ensure that pharmaceutical products requiring controlled temperature conditions are maintained within defined limits throughout storage and transportation. The diagram below illustrates the continuous temperature-controlled chain from manufacturing through end use.
2. Regulatory Expectations
Cold chain qualification must demonstrate that temperature-sensitive products are maintained within specified ranges in accordance with:
- 21 CFR Part 211 §211.150 for distribution control
- USP <659> for temperature definitions and excursions
- ICH Q1A(R2) for environmental impact
- ICH Q9 for risk-based justification
Qualification must confirm that temperature conditions do not compromise product quality.
3. Scope of Cold Chain Qualification
Cold chain qualification applies to:
- temperature-controlled packaging systems such as insulated shippers and refrigerants
- shipping configurations and load conditions
- defined distribution routes and transport modes
- storage and handling conditions during transit
The scope must represent actual and worst-case distribution conditions.
4. Qualification Approach
Cold chain qualification is executed as a structured sequence of laboratory testing and real-world verification to demonstrate that the packaging system maintains required temperature conditions under defined and worst-case distribution scenarios. The approach establishes both thermal capability under controlled conditions and performance under actual logistics variability.
4.1 Cold Chain Shipping System Design
The cold chain shipping system is a defined packaging configuration that maintains product temperature within specified limits during distribution. It consists of the insulated container, refrigerants, and internal pack-out arrangement, which together determine thermal performance and hold time.
The shipping system must be defined in exact terms, including:
- insulated container type and construction such as EPS, PUR, or VIP, including wall thickness and thermal properties
- refrigerant type, quantity, conditioning state, and placement within the package
- product placement, orientation, and separation from refrigerants
- use of dunnage, spacers, or thermal barriers to control heat transfer
- closure and sealing method affecting thermal leakage
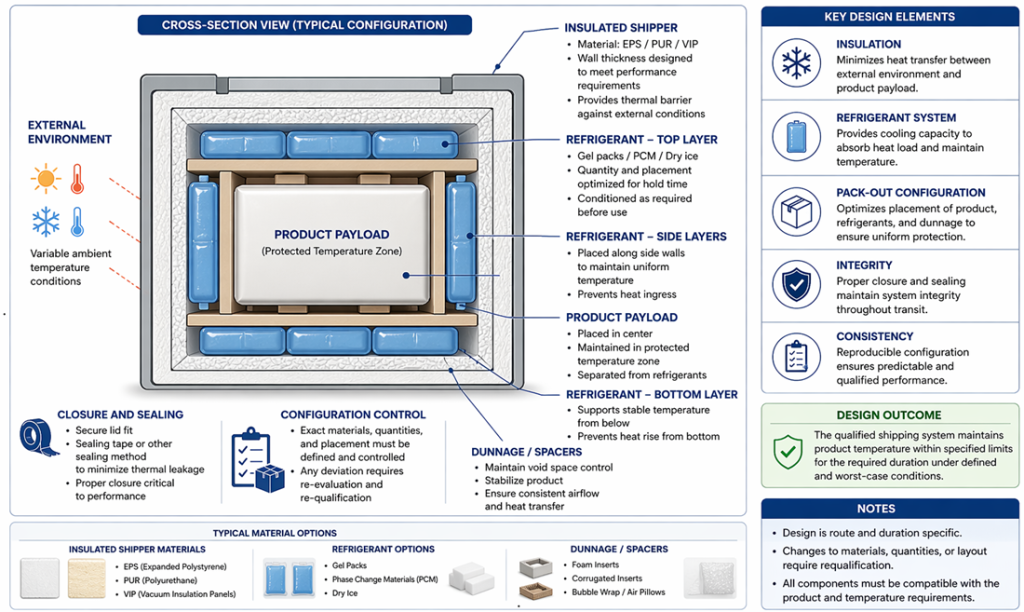
The configuration must be fixed and reproducible. Any change to materials, layout, or quantities requires requalification. The diagram below illustrates a typical cold chain shipping system configuration and placement of key components.
4.2 Thermal Packaging Qualification
Thermal packaging qualification establishes the inherent performance capability of the packaging system under controlled laboratory conditions. Testing is performed using defined external temperature profiles that represent expected and worst-case environments.
This includes:
- qualification of insulation performance, including material type, thickness, and configuration
- selection, conditioning, and configuration of refrigerants such as gel packs, phase change materials, or dry ice
- evaluation of pack-out configurations, including product load, spacing, and orientation
- determination of hold time, defined as the duration the internal package temperature remains within specified limits
Testing must simulate realistic external conditions, such as:
- summer and winter temperature profiles
- constant and cyclic temperature exposure
- extended duration representing maximum transit time
Results establish the thermal performance envelope of the packaging system and define allowable shipping duration and conditions.
4.3 Temperature Mapping and Profiling
Temperature mapping characterizes the internal thermal behavior of the packaging system during qualification testing. Multiple calibrated sensors are placed within the package to capture spatial and temporal temperature variation.
This includes:
- identification of worst-case locations, including warm spots and cold spots
- measurement of temperature gradients within the packaging system
- evaluation of thermal stabilization and response over time
- confirmation of performance consistency across repeated runs and configurations
Sensor placement must be justified and typically includes:
- positions near external surfaces
- locations adjacent to refrigerants
- positions representing the product location
Mapping results are used to define critical monitoring points for routine shipments and to confirm that all product locations remain within acceptable limits.
4.4 Transport Simulation
Transport simulation evaluates the impact of mechanical and environmental stresses on thermal performance. Packaging systems are subjected to vibration, shock, and handling conditions while exposed to defined temperature profiles.
This step is used to:
- assess redistribution or degradation of refrigerants during transport
- evaluate potential changes in insulation performance due to mechanical stress
- confirm that packaging maintains temperature control under combined stresses
Simulation is typically performed using standardized protocols such as ISTA, integrated with thermal monitoring to assess both mechanical and thermal performance simultaneously.
4.5 Real Shipment Studies
Real shipment studies provide confirmation of packaging performance under actual distribution conditions. Shipments are executed along defined routes using the qualified packaging configuration and monitored with calibrated data loggers.
Data collection includes:
- continuous temperature profiles throughout transit
- identification of excursion events, including magnitude and duration
- correlation of environmental exposure with route and handling conditions
These studies account for real-world variability, including:
- seasonal temperature fluctuations
- delays and extended transit times
- handling practices and transfer conditions
Results from real shipments are compared to laboratory data to confirm that the packaging system performs as expected under actual distribution conditions.
5. Worst-Case Conditions
Cold chain qualification must include worst-case scenarios, such as:
- highest and lowest ambient temperature profiles
- maximum transit duration
- most challenging packaging configurations
- seasonal extremes
Worst-case conditions must be justified and representative of actual risk.
6. Acceptance Criteria
Acceptance criteria must be predefined and based on product stability requirements.
Criteria typically include:
- maintenance of specified temperature range
- control of excursion magnitude and duration
- compliance with defined hold time
Evaluation may include consideration of cumulative thermal exposure where scientifically justified.
7. Data Analysis and Evaluation
Data must be analyzed to confirm:
- continuous compliance with temperature limits
- identification and assessment of excursions
- consistency across test runs and shipment studies
Analysis must support a clear conclusion regarding system suitability.
8. Integration with Shipping Validation
Cold chain qualification is a critical component of shipping validation for temperature-sensitive products.
It ensures that:
- packaging systems maintain required thermal conditions
- distribution processes do not introduce unacceptable risk
Results from thermal qualification and shipment studies support final shipping validation decisions.
9. Documentation and Outcome
All qualification activities must be documented, including:
- packaging configuration and design rationale
- test protocols and temperature profiles
- sensor placement and calibration
- results, deviations, and investigations
- final conclusions
The outcome is documented evidence that the cold chain system maintains required temperature conditions throughout distribution, ensuring product quality and stability.