Cleanroom Classification and ISO Classes
Purpose and Scope
Cleanroom classification provides a standardized method for determining the concentration of airborne particles in a cleanroom, clean zone, or separative device. Under ISO 14644-1, the classification result is expressed as an ISO Class, based on measured particle concentrations at specified particle sizes and sampling locations.
Classification measures airborne particle cleanliness. It does not identify whether particles are viable, demonstrate microbiological control, establish sterility, or prove that a room is suitable for a particular manufacturing process.
The required cleanroom classification must therefore be selected as part of a broader contamination-control strategy that considers the product, process, exposure conditions, manufacturing technology, personnel activity, and applicable regulatory requirements.
This article explains:
- ISO Classes 5, 7, and 8
- Particle concentration limits
- At-rest and operational classification states
- Selection of an appropriate ISO Class
- Sampling-location and sample-volume requirements
- Classification testing and acceptance
- Classification versus routine particle monitoring
- Relationship to microbiological environmental monitoring
- FDA expectations for aseptic processing
ISO Classes, Not ISO Grades
ISO 14644 uses the term ISO Class, not ISO Grade. Correct terminology includes ISO Class 5, ISO Class 7, and ISO Class 8, with the applicable at-rest or operational state identified.
Grades A, B, C, and D belong to the European GMP framework and include microbiological and operational expectations beyond ISO airborne-particle classification. ISO Classes and European GMP grades should therefore not be treated as interchangeable designations.
What ISO 14644-1 Classifies
ISO 14644-1 classifies air cleanliness according to the concentration of airborne particles equal to or larger than specified particle sizes.
Classification is normally performed using a calibrated light-scattering airborne particle counter. The instrument draws a known volume of air and reports the number of particles at defined size thresholds.
The classification result applies only to the conditions established in the approved test plan, including:
- Room or zone boundaries
- Classification state
- Particle sizes evaluated
- Sampling locations
- Equipment configuration
- HVAC operating mode
- Number and activity of personnel
- Process conditions
- Sampling method
- Test date and time
Classification does not characterize the physical, chemical, radiological, or microbiological nature of the particles detected.
A particle counter may detect fibers, skin fragments, equipment-generated material, droplets, dust, or nonviable biological material. It does not determine what those particles are or whether they contain viable microorganisms.
Common ISO Classes in GMP Manufacturing
ISO 14644-1 defines ISO Classes 1 through 9. ISO Classes 5, 7, and 8 are commonly used in pharmaceutical and other regulated manufacturing, but their application must be justified by the intended process.
Maximum Particle Concentrations
| ISO Class | Maximum particles ≥0.5 µm per m³ | Maximum particles ≥5.0 µm per m³ |
|---|---|---|
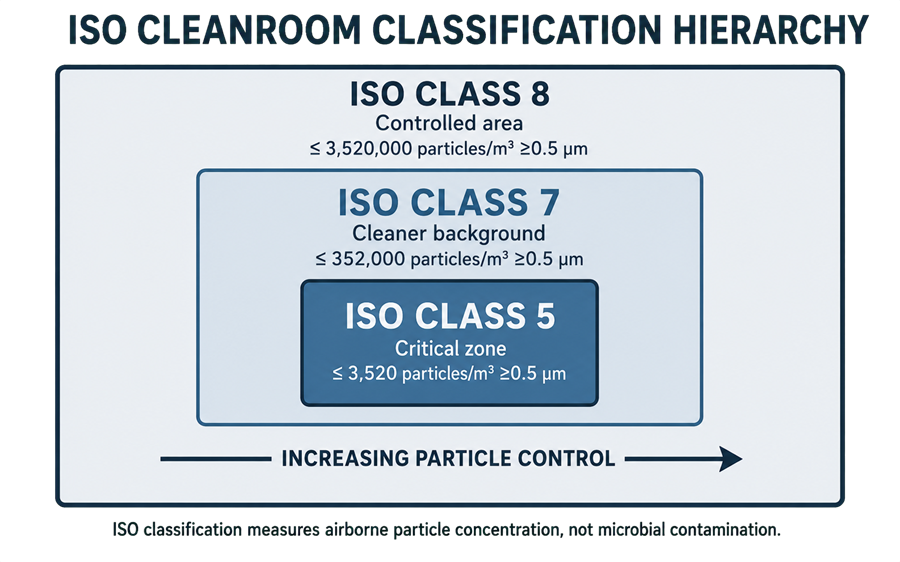
| ISO Class 5 | 3,520 | Not specified by ISO 14644-1:2015 |
| ISO Class 7 | 352,000 | 2,930 |
| ISO Class 8 | 3,520,000 | 29,300 |
The absence of an ISO Class 5 limit at ≥5.0 µm does not mean that larger particles are irrelevant. Large-particle monitoring may still be required by an applicable regulatory framework, process-specific control strategy, qualification protocol, or environmental monitoring program.
The selected particle sizes must be stated in the classification plan and report.
Understanding the ISO Class 8 → 7 → 5 Hierarchy
The ISO Classes form a particle-concentration hierarchy. Each decrease of one ISO Class represents a tenfold reduction in the permitted particle concentration at a given particle size.
Accordingly:
- ISO Class 8 permits fewer particles than ISO Class 9.
- ISO Class 7 permits one-tenth of the ISO Class 8 concentration.
- ISO Class 5 permits one-hundredth of the ISO Class 7 concentration.
This hierarchy describes progressively lower airborne particle concentrations. It does not automatically define:
- The manufacturing process permitted in the room
- Microbiological limits
- Gowning requirements
- Air-change rates
- Pressure differentials
- Environmental monitoring frequency
- Sterility-assurance capability
Those controls must be established from process risk, facility design, applicable standards, regulatory expectations, and the contamination-control s
ISO Class 8 Environments
ISO Class 8 provides a defined level of airborne particle control that may be suitable for certain controlled manufacturing, preparation, staging, or support activities.
Potential applications depend on the product and process and may include:
- Controlled support areas
- Preparation of materials before transfer into cleaner areas
- Manufacture of some nonsterile products
- Areas supporting operations conducted within closed equipment
- Background areas for locally controlled processes where justified
ISO Class 8 should not be selected merely because it is a commonly used entry-level cleanroom classification. The design basis should explain:
- What is being protected
- Whether the product is exposed
- The contamination hazards present
- The effectiveness of closed or local controls
- The relationship to adjacent areas
- The required classification state
An ISO Class 8 designation does not establish that the room is suitable for every nonsterile operation.
ISO Class 7 Environments
ISO Class 7 provides substantially tighter airborne particle control than ISO Class 8.
Depending on the process and regulatory context, ISO Class 7 may be used for:
- Background environments supporting ISO Class 5 critical zones
- Open processing requiring elevated particulate control
- Preparation or assembly of cleaned components
- Controlled pharmaceutical or biopharmaceutical manufacturing
- Processes using localized higher-classification protection
For aseptic processing, FDA guidance recommends an ISO Class 7 supporting clean area immediately adjacent to an ISO Class 5 critical area, unless an alternative design provides equivalent or greater protection.
ISO Class 7 does not, by itself, establish suitability as an aseptic-processing background. The room must also have appropriate:
- Airflow and pressure relationships
- Personnel and material controls
- Cleaning and disinfection
- Viable and nonviable monitoring
- Gowning controls
- Qualification and maintenance
- Protection of the ISO Class 5 critical zone
ISO Class 5 Environments and Critical Areas
ISO Class 5 is commonly applied to critical areas where exposed sterile product, sterile components, or critical product-contact surfaces must be protected from contamination.
Examples may include:
- Aseptic filling zones
- Sterile connection or assembly points
- Open handling of sterilized containers and closures
- Restricted-access barrier systems
- Isolator interiors
- Unidirectional-airflow work zones
ISO Class 5 protection is often localized within an ISO Class 7 or otherwise justified background environment. Full-room ISO Class 5 classification may be appropriate for some designs, but it should not be assumed to be universally required.
For aseptic processing, ISO Class 5 control depends on more than the numerical particle limit. The design must also establish effective protection through airflow direction, first-air protection, HEPA filtration, equipment configuration, intervention control, and airflow visualization.
Meeting the ISO Class 5 particle limit does not prove that airflow adequately protects exposed sterile product.
Selecting the Required ISO Class
The ISO Class should be selected from documented product and process requirements rather than from precedent or a generic facility standard.
The assessment should consider:
- Whether the product or a critical surface is exposed
- Product susceptibility to contamination
- Whether processing is aseptic, terminally sterilized, nonsterile, or closed
- Duration and location of exposure
- Manufacturing equipment and enclosure technology
- Personnel presence and intervention frequency
- Material transfers
- Particle generation from equipment or processes
- Required background environment
- Local protection provided by barriers, isolators, or unidirectional airflow
- Consequences of contamination
- Applicable regulatory requirements and guidance
A higher ISO Class is not automatically safer. Unnecessary classification can increase facility complexity, energy consumption, gowning requirements, monitoring, qualification, maintenance, and operating cost without providing a meaningful product-quality benefit.
Under-classification may provide inadequate contamination control. Over-classification may create controls that are burdensome to operate and difficult to maintain. Both conditions should be avoided through documented risk-based selection.
Classification States
Cleanroom classification must identify the state in which testing is performed. A result should not be reported simply as “ISO Class 7” without stating the applicable state.
As-Built State
The facility is complete and operating, but production equipment, materials, and personnel are not present.
The as-built state may be useful during construction and commissioning, but it normally does not represent the final operating configuration.
At-Rest State
The cleanroom is complete, HVAC systems are operating, and production equipment is installed in the agreed configuration. Equipment may be operating as defined, but operating personnel are not present.
At-rest testing evaluates whether the installed facility and HVAC system can achieve the specified particle concentration under controlled, unoccupied conditions.
Operational State
The cleanroom is functioning in the specified operating mode with the defined number of personnel performing the agreed activities.
Operational classification evaluates the room under representative or defined operating conditions, including the particle burden created by:
- Personnel
- Equipment operation
- Material movement
- Interventions
- Door operation
- Process activities
The operational state must be described sufficiently to reproduce the test. The report should identify the number of personnel, activities, equipment status, process simulation or actual operation, and any limitations.
At-rest and operational results answer different questions. Passing at rest does not establish that the room will meet its required class during operation.
Classification Test Planning
Classification should be performed under an approved protocol or controlled test plan.
The plan should define:
- Room, zone, or separative-device boundaries
- Required ISO Class
- Classification state
- Particle sizes evaluated
- Room area
- Minimum number of sampling locations
- Location-selection method
- Sample volume and sampling duration
- Particle-counter identification and calibration status
- Probe orientation and sampling height
- HVAC operating conditions
- Equipment configuration
- Personnel and activities
- Acceptance criteria
- Treatment of abnormal results
- Required test records
- Deviation and retesting requirements
Prerequisites should confirm that construction and cleaning are complete, HVAC systems are operating as intended, filters have passed applicable integrity testing, instruments are calibrated, and unresolved conditions will not invalidate the classification exercise.
Determining Sampling Locations
ISO 14644-1 establishes the minimum number of sampling locations based on the area being classified. The current standard uses a location table rather than the older square-root calculation historically associated with the previous edition.
The classified area is divided into approximately equal sections corresponding to the required number of locations. At least one sampling location is selected within each section.
Locations should be representative of the space and selected without intentionally avoiding areas expected to have higher particle concentrations.
The classification plan should also consider:
- Work zones
- Product-exposure locations
- Personnel positions
- Equipment-generated particles
- Air-supply and return arrangements
- Doorways and transfer points
- Areas affected by airflow obstruction
- Locations with previous failures or adverse trends
Risk-based additional locations may be tested beyond the ISO minimum. However, additional process-critical or worst-case locations should be identified separately from the locations used to establish formal ISO classification when necessary to avoid confusion over the acceptance method.
For unidirectional-airflow zones, sampling locations should reflect the protected work area and the actual operating configuration.
Sample Volume and Sampling Duration
The sample volume must be sufficient to provide a meaningful comparison with the applicable class limit.
ISO 14644-1 bases the minimum single-sample volume on collecting at least 20 particles if the airborne concentration were at the class limit for the largest particle size being evaluated.
The sample volume is subject to the standard’s minimum volume and sampling-time requirements. In practice, the test plan should define:
- Flow rate of the particle counter
- Required sample volume
- Sampling duration
- Number of samples at each location
- Particle-size channels evaluated
- Treatment of interrupted or invalid samples
Larger sample volumes may be needed for cleaner classifications because the permitted particle concentration is low.
Sampling tubing should be minimized where practical and suitable for the particles being measured. Excessive tubing length, bends, unsuitable materials, or incorrect probe orientation may affect particle transport and compromise the result.
Evaluation of Classification Results
Under ISO 14644-1:2015, the particle concentration result at each sampling location is evaluated against the applicable ISO Class limit.
The room or zone meets the specified classification when:
- The required number of locations has been tested
- The required sample volume has been collected
- Each location meets the applicable particle concentration limit
- Testing was performed in the specified classification state
- Test conditions and instruments were acceptable
- No unresolved deviation invalidates the results
The 2015 edition does not use the former 95% upper-confidence-limit calculation for rooms with a limited number of sampling locations. Each location is evaluated directly.
A mean result for the complete room should not be used to conceal a failing individual location.
The report should in
Handling Failures and Retesting
A classification failure should be documented and investigated before the room is accepted or returned to service.
The assessment should consider:
- Particle-counter setup or malfunction
- Instrument calibration status
- Probe position
- Sampling-tube configuration
- HVAC status
- HEPA-filter condition
- Room cleaning
- Equipment operation
- Personnel activity
- Door openings
- Unexpected process-generated particles
- Airflow obstruction
- Pressure instability
- Inadequate recovery
- Changes from the qualified configuration
Repeating the sample without understanding the original failure is not an adequate response.
Retesting should occur after the cause has been evaluated and required corrections have been implemented. The retest scope should be sufficient to demonstrate that the affected area meets the specified classification. Depending on the cause, this may require repeating one location, a defined group of locations, or the entire classification exercise.
Classification Versus Routine Particle Monitoring
Cleanroom classification and routine nonviable particle monitoring use similar measuring instruments but serve different purposes.
| Cleanroom classification | Routine particle monitoring |
|---|---|
| Demonstrates compliance with a specified ISO Class | Provides continuing evidence of environmental control |
| Uses a formal location-selection method | Uses risk-based fixed, portable, or process-focused locations |
| Performed in a defined occupancy state | Performed during specified routine operating conditions |
| Evaluates results against ISO classification limits | Evaluates data against established monitoring levels, limits, and trends |
| Conducted initially and at defined reclassification points | Conducted at an established routine frequency or continuously |
| Provides a periodic classification determination | Detects deterioration, excursions, and adverse trends |
A routine monitoring program should not be described as ISO classification unless it satisfies the classification methodology and acceptance requirements.
Likewise, passing a periodic classification does not replace routine monitoring. Classification represents defined test conditions at a particular time; monitoring evaluates continuing performance during operation.
ISO 14644-2 provides the framework for monitoring cleanroom performance related to air cleanliness by particle concentration.
Relationship to Microbial Control
ISO particle classification does not measure viable microorganisms.
Microbiological control is evaluated through an environmental monitoring program that may include:
- Active air sampling
- Settle plates
- Surface-contact plates
- Swabs
- Personnel monitoring
- Organism identification
- Evaluation of alert and action levels
- Trend analysis
- Investigation of excursions
Nonviable particle data and viable monitoring data provide different forms of evidence. Neither should be treated as a substitute for the other.
A room may meet its ISO particle classification and still have unacceptable microbiological contamination. Conversely, an isolated viable recovery does not automatically mean the room failed its ISO particle classification.
The two datasets should be reviewed together with cleaning, disinfection, personnel practices, airflow, pressure, process activity, and investigation history when evaluating environmental control.
FDA Aseptic-Processing Context
FDA’s aseptic-processing guidance uses ISO 14644 terminology alongside the historical Federal Standard 209E designation.
For aseptic processing, FDA identifies the critical area as ISO Class 5 for particles equal to or larger than 0.5 µm under dynamic operating conditions. This is the area in which sterilized product, containers, closures, or critical surfaces are exposed.
FDA also recommends that the area immediately adjacent to the aseptic critical area meet at least ISO Class 7 under dynamic conditions, unless an alternative design provides equivalent or greater protection.
These classifications are only part of the aseptic-control strategy. FDA also expects controls addressing:
- HEPA-filtered air
- Unidirectional airflow in critical areas
- Airflow visualization
- Pressure relationships
- Cleaning and disinfection
- Personnel qualification
- Viable and nonviable monitoring
- Intervention control
- Process simulation
- Investigation of environmental excursions
ISO Class 5 particle compliance alone does not demonstrate acceptable aseptic-processing conditions.
Initial Classification, Reclassification, and Change
Classification should be performed before initial release of the room or controlled zone.
Reclassification may also be required:
- At an established periodic interval
- After HEPA-filter replacement or significant repair
- After HVAC balancing or airflow changes
- After changes to room layout
- After installation or relocation of major equipment
- After control-system or operating-mode changes
- After modification of room boundaries or doors
- Following significant maintenance
- Following an unexplained classification failure
- When adverse monitoring trends question continued control
- After a change in room use or required ISO Class
The reclassification frequency and scope should be based on applicable standards, regulatory expectations, approved procedures, room criticality, monitoring history, and change impact.
Reclassification should not be treated as a substitute for change control. Changes must first be assessed to determine their potential effect on airflow, filtration, pressure, particle generation, room recovery, monitoring, and process protection.
Common Classification Errors
Common weaknesses include:
- Referring to ISO Classes as ISO grades
- Mixing ISO Classes with European Grade A–D terminology
- Reporting an ISO Class without stating the occupancy state
- Using an outdated sampling-location calculation
- Averaging results across locations to offset a failure
- Treating at-rest classification as evidence of operational performance
- Confusing routine monitoring with formal classification
- Treating particle classification as evidence of microbial control
- Selecting a classification without process justification
- Using generic vendor acceptance criteria without assessment
- Omitting equipment and personnel configurations from the report
- Retesting a failure without documented investigation
- Assuming that ISO Class alone defines gowning, air changes, or monitoring frequency
Clear terminology and a controlled test method are necessary for classification results to remain interpretable throughout the facility lifecycle.
Summary
ISO 14644 cleanroom classification provides a quantitative determination of airborne particle cleanliness. It does not classify microbiological contamination, prove sterility, or establish process suitability by itself.
A defensible classification program must define the required ISO Class, particle sizes, occupancy state, sampling locations, sample volume, operating conditions, and acceptance criteria. Every required sampling location must comply with the applicable particle concentration limit.
ISO Classes 8, 7, and 5 represent progressively lower permitted particle concentrations, but their application must be justified by the product, process, exposure risk, manufacturing technology, and regulatory context.
Classification, routine particle monitoring, viable environmental monitoring, airflow verification, and process controls provide complementary evidence. Together, they demonstrate whether the cleanroom remains suitable for its intended use.